Um gleiche Bedingungen für den zweiten Dokumentationslauf zu erhalten, wurde die Maschine für einige Stunden abgeschaltet, damit die Temperaturen wieder sinken konnten. Die Positionen der Temperatursensoren wurden nicht verändert.
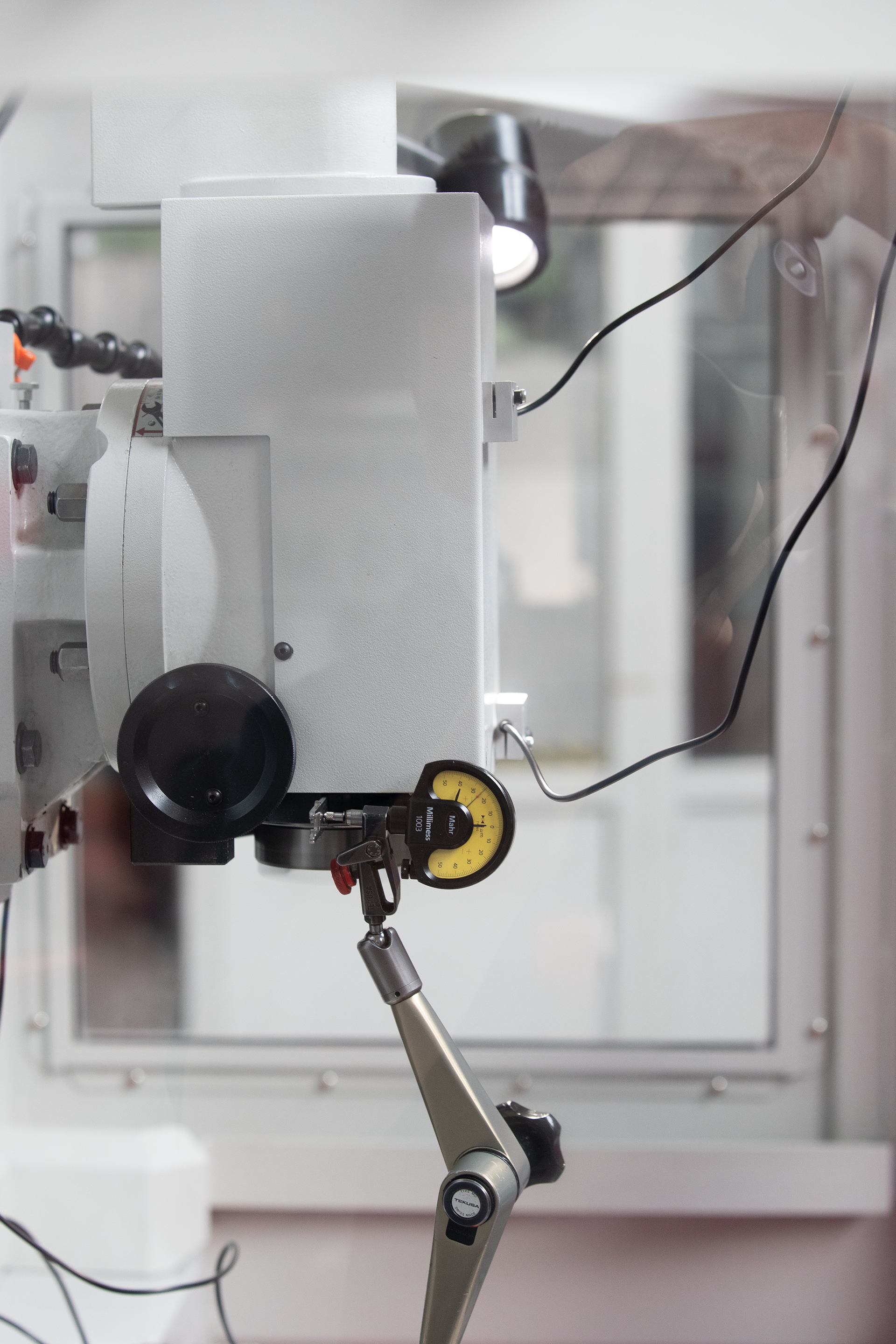
Die Spindeldrehzahl der Maschine wurde auf 4500 U/min erhöht. Die Dokumentation des Versatzes blieb gleich, nur wurde dieses Mal auf Höhe der Werkzeugmitte gemessen.
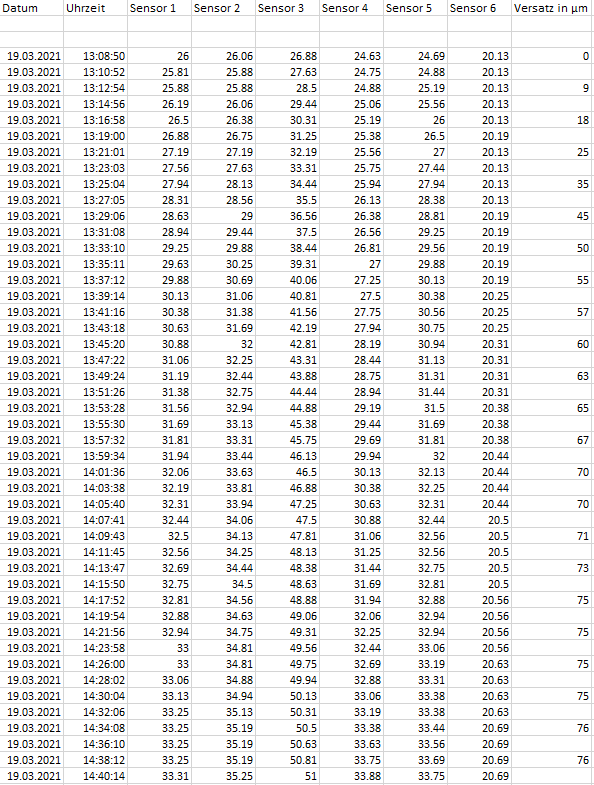
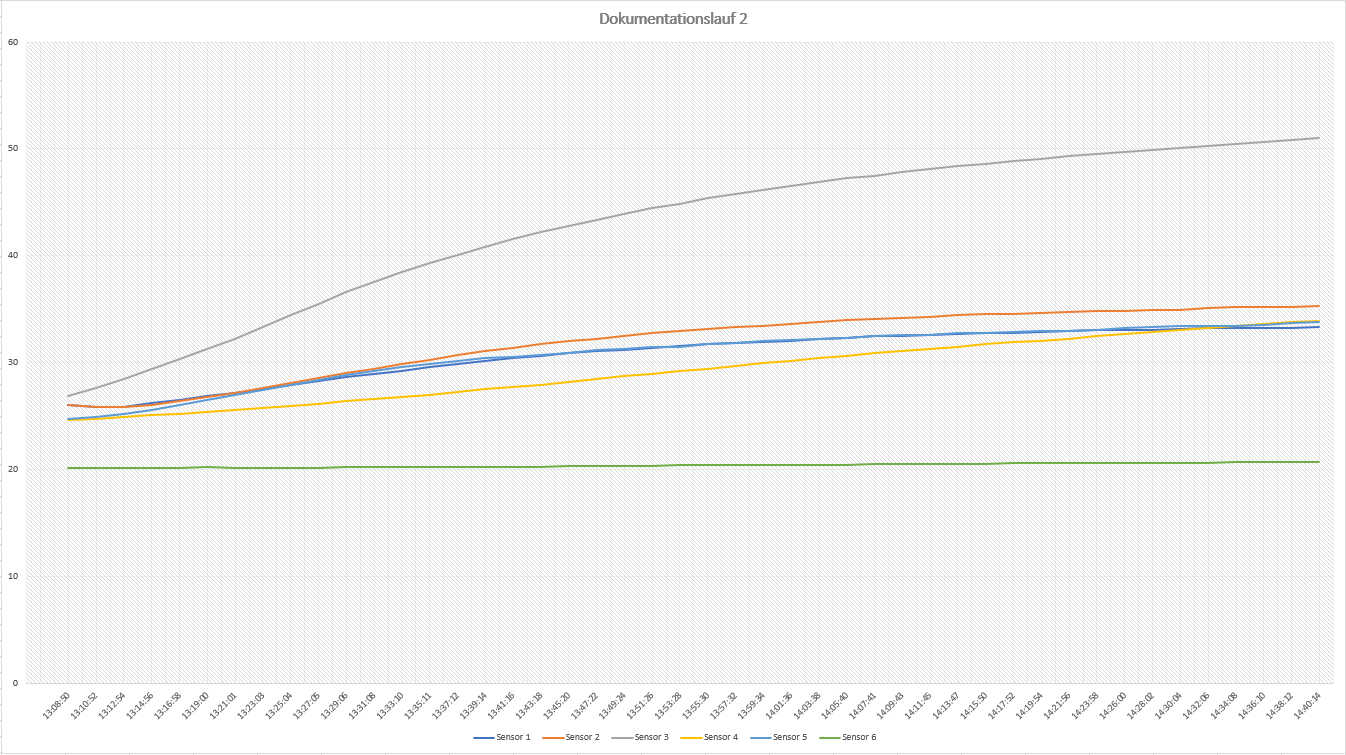
Beginn des zweiten Dokumentationslaufs war um 13:08:50 Uhr. Trotz der Abkühlphase betrug die Starttemperatur der Sensoren 26,00 °C und 26,06 °C am Fräskopf. Die Temperatur von Sensor 3 betrug 26,88 °C, von Sensor 4 24,63 °C und von Sensor 5 24,69 °C.
Um 14:40:14 Uhr endete nach 1,5 Stunden auch der zweite Dokumentationslauf. An Sensor 1 stieg die Temperatur auf 33,31 °C, an Sensor 2 auf 35,25 °C, an Sensor 3 auf 51,00 °C an. Sensor 4 erwärmte sich auf 33,88 °C und Sensor 5 auf 33,75 °C. Die Umgebungstemperatur stieg in dieser Zeitspanne um 0,56 °C von 20,13 °C auf 20,69 °C.
Bei diesem Durchlauf wurden insgesamt 45 Temperaturmessungen und 22 Versatzmessungen aufgezeichnet.
Auch hier hatten wir innerhalb der ersten Stunde einen starken Anstieg des Versatzes um 70 µm, welcher sich aber kurze Zeit später bei 75/76 µm einpendelte und nicht weiter stieg.
Ergebnisse